|
Critical Parts
Selection and Rationale
Choosing the raw parts for a Ford 400 doesn't start with dialing-up
the SCAT homepage. "Kitted" rotating assemblies
are slim and expensive.
However, these motors can be fun to put together for an "old-timer"
or "unique seeker" since reusing factory connecting
rods or a factory crankshaft doesn't defy financial sense.
As most of us know, typical small block and big block Ford
motors are well served by a broad aftermarket of performance
bottom-end components. Even with a good amount of 351 Cleveland
aftermarket crossover parts available like pistons, camshafts,
and cylinder heads, going beyond a standard remanufacture
with a 400 means a moderate amount of parts research and straight
talk with an engine machinist. On the up side, Ford 400 core
availability is still high and therefore inexpensive.

 Block
and Machine Work - Original mileage 351M/400 seasoned
cores are still plentiful. This project proved it since our
chosen machine shop (Superior Machine of Sparks, Nevada) had
a donor core in storage. Wrecking yards and internet classified
listings support the fact that there are plenty of Ford enthusiasts
willing to yard sale 351M/400 blocks to fund their 460 projects. Block
and Machine Work - Original mileage 351M/400 seasoned
cores are still plentiful. This project proved it since our
chosen machine shop (Superior Machine of Sparks, Nevada) had
a donor core in storage. Wrecking yards and internet classified
listings support the fact that there are plenty of Ford enthusiasts
willing to yard sale 351M/400 blocks to fund their 460 projects.
The block was bored and honed to .030
over using a torque plate to ensure the cylinders would not
be out-of-round. Since torque plates mimic a cylinder head
being bolted to the block, they are motor specific. In turn,
many shops do not offer the service since having an arsenal
of torque plates is a large capital investment. Whether it's
for a Ford 400 or any motor, if you're having a block prepped,
be sure it's honed using torque plates. To ensure main journal
trueness, our block was align honed. Align honing is another
procedure that isn't standard on all engine rebuilds.
The 400 block was decked to achieve a .010" piston-to-head
clearance using our chosen Probe 351C piston. Common engine
building lingo would refer to this as "10 in the hole".
This was a critical measure in achieving the desired 9.5:1
compression ratio and proper combustion chamber quench. The
factory deck of the Ford 351M/400 is 10.297" (distance
from crank centerline to cylinder head deck). Augie Steinert,
the machinist and shop owner on this job, calculated that
a deck height of 10.235" would yield our desired .010"
piston-to-head clearance after factoring in the custom Probe
piston compression height and factory connecting rod assembly.
Keep in mind that most factory blocks are not true, so simply
machining .062" (the difference between 10.235"
and 10.297") off the deck surface is not the solution.
A quality machinist will understand and know how to make the
block square, in our case the 400 block was machined to measure
10.235" from either deck surface at the front and rear
of the block to the crankshaft centerline.
Crank - Even if we had been willing to pay for an aftermarket
crank, we'd be hard pressed to find one for the 351M/400.
Other than the tmeyerinc steel  stroker
crank mentioned in our 351M/400
reference article, the aftermarket isn't actively producing
cranks for these motors. For this project we chose to grind
a core, which just like the blocks, are available in second
hand form. However, since the market as a whole is being saturated
with aftermarket cranks for most domestic V8's, it can be
difficult to locate someone in the immediate vicinity to grind
a crankshaft. Crankshaft grinding, like connecting rod reconditioning,
has become somewhat old-hat for many of today's machine shops.
For this project, Superior Machine contracted out a .010/.010
regrind for our 400's crankshaft. stroker
crank mentioned in our 351M/400
reference article, the aftermarket isn't actively producing
cranks for these motors. For this project we chose to grind
a core, which just like the blocks, are available in second
hand form. However, since the market as a whole is being saturated
with aftermarket cranks for most domestic V8's, it can be
difficult to locate someone in the immediate vicinity to grind
a crankshaft. Crankshaft grinding, like connecting rod reconditioning,
has become somewhat old-hat for many of today's machine shops.
For this project, Superior Machine contracted out a .010/.010
regrind for our 400's crankshaft.
 Connecting Rods - During the Summer of 2005, a rumor
surfaced that a guy purchased a 5 gallon bucket of 351M/400
connecting rods for just $20. You should believe it because
this bargain still holds true today. When prepared correctly
an OEM Ford connecting rod of this vintage can be very durable.
For this build we chose to prepare and recondition the factory
rods as detailed in the article "Rod
N' Real - OEM Connecting Rod Preparation, Reconditioning,
and Balancing."
Connecting Rods - During the Summer of 2005, a rumor
surfaced that a guy purchased a 5 gallon bucket of 351M/400
connecting rods for just $20. You should believe it because
this bargain still holds true today. When prepared correctly
an OEM Ford connecting rod of this vintage can be very durable.
For this build we chose to prepare and recondition the factory
rods as detailed in the article "Rod
N' Real - OEM Connecting Rod Preparation, Reconditioning,
and Balancing."
Pistons
- For this project, we started with Probe's off-the-shelf
.030 over FPS forged flat top piston for the 351 Cleveland
( PN
P2379F-030)
and had Probe machine a 28cc dish to yield a streetable compression
ratio when combined with Edelbrock's 60cc chamber 351C Performer
RPM cylinder head. To accommodate the 400's .975" pin,
our piston's pin bore was opened up from the 351C's smaller
pin bore of .912". PN
P2379F-030)
and had Probe machine a 28cc dish to yield a streetable compression
ratio when combined with Edelbrock's 60cc chamber 351C Performer
RPM cylinder head. To accommodate the 400's .975" pin,
our piston's pin bore was opened up from the 351C's smaller
pin bore of .912".
The FPS (factory performance series) piston by Probe is designed
as an upgrade over TRW replacements. They are a press-fit
design. The Ford 400 and the 351C use the same bore and compression
height to allow for the seemingly convenient interchange.
However, depending on the chamber volume of your chosen cylinder
head and the quest for good quench characteristics (.010"
to zero deck clearance) with a streetable compression ratio,
simply choosing a flat top Cleveland piston isn't the answer.
For example, combine a 351C flat top piston and a small chamber
(60cc) Aussie or Edelbrock 351C Cylinder Head on a Ford 400
and the result will be a street unfriendly compression ratio.
Alternatively, running a 351C flat top piston (1.650"
compression height) with an open chamber iron 351C 2V or 400
head, and an "undecked block" (.050" deck clearance)
and you'll achieve a streetable compression ratio with mediocre
quench characteristics.
If you haven't figured it out, our decision to run this custom
Probe piston was the primary reason for a mandatory pre-assembly
stage of this build, stroker motor or not. While we were 99%
sure the critical clearances would check out, a custom piston
and a reduced deck height required verifying consistent piston-to-head
clearance and sufficient piston-to-valve clearance. Remember,
to reach a 9.5:1 compression ratio the Ford 400 block was
decked a significant amount, just over .060".
For those who don't mind the math, here's how we arrived at
a 9.5:1 compression ratio.
|
Calculating
Compression Ratio: 400 Cleveland Build
|
|
Factor
|
Formula
|
Result
|
|
Displacement (D)
|
4.00 x 4.00 x 4.00 x 0.7854
Bore x Bore x Stroke x .7854
|
50.266
|
|
Piston
Volume (PV)
|
28cc x 0.0610237
Piston Volume in cc x .0610237
|
1.709
|
|
Deck
Clearance
Volume (DC)
|
4.00 x 4.00 x .7854 x .010
Bore x Bore x Stroke x Deck Clearance
|
0.126
|
|
Gasket
Volume (GV)
|
4.00 x 4.00 x .7854 x .033
Bore x Bore x .7854 x Gasket Compressed Height
|
0.415
|
|
Combustion
Chamber
Volume (CCV)
|
60cc x 0.0610237
Combustion Chamber Volume in cc x .0610237
|
3.661
|
50.266+1.709+0.126+0.415+3.661 / 1.709+0.126+0.415+3.661
= 9.5:1
(D + PV + DC + GV + CCV) / (PV + DC + GV + CCV) = Compression
Ratio
|
 Camshaft and Lifters - We knew from the onset that
we wanted this motor to run a hydraulic roller cam. Of course
these motors never came from the factory with a roller cam,
so we would need to convert the motor over. This will add
some cost, but well worth the peace of mind knowing we won't
have the possible wipe-loped headaches that come with flat-tappet
cam break-in.
Camshaft and Lifters - We knew from the onset that
we wanted this motor to run a hydraulic roller cam. Of course
these motors never came from the factory with a roller cam,
so we would need to convert the motor over. This will add
some cost, but well worth the peace of mind knowing we won't
have the possible wipe-loped headaches that come with flat-tappet
cam break-in.
Converting
a motor that wasn’t a factory roller has become much
easier in recent years. Comp Cams and other manufacturers
offer "link bar" roller lifters, roller camshafts,
and the necessary pushrod lengths and hardened distributor
gears to make the job easy. The roller cam is ground on a
shorter base circle to keep the lifters from rising too high
out of their bores, which could lead to oiling issues. Regardless,
we still took a few seconds to verify that the lifter oiling
hole was not exposed during maximum lift.
For this motor we selected the Comp
Cams 32-541-8 Retro-Fit Hydraulic Roller Cam. With a conservative
230 degrees duration, the motor should have good idle quality.
The .578 lift will get the valves open where the Edelbrock
RPM heads breath the best (in our flow testing the intake
side flowed 261 cfm at .500' lift an the exhaust flowed 160cfm
at .600" lift.) With this cam, intake, and head combo
we anticipate a motor that will make peak horsepower around
5600 rpm.
Here's the cam card:

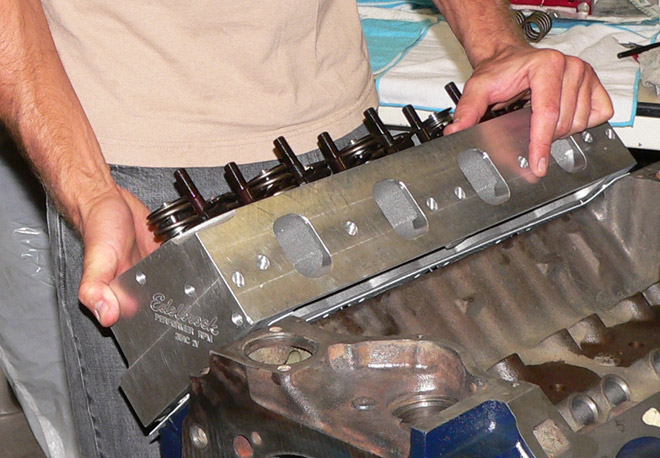
Heads
- We chose Edelbrock's 351C Performer RPM cylinder head primarily
for its small 60cc combustion chamber and  streetable
intake runner volume. Of course the fact that these heads
are available out-of-the-box as a bolt-on is just another
added benefit over reworking factory iron heads. The benefits
of the Edelbrock 351C head are discussed in greater detail
in the article "Cleveland
Flow and Swirl Testing - Up close and personal with 351 Cleveland
Runner Designs"
that was published here on FordMuscle in April of 2007. streetable
intake runner volume. Of course the fact that these heads
are available out-of-the-box as a bolt-on is just another
added benefit over reworking factory iron heads. The benefits
of the Edelbrock 351C head are discussed in greater detail
in the article "Cleveland
Flow and Swirl Testing - Up close and personal with 351 Cleveland
Runner Designs"
that was published here on FordMuscle in April of 2007.
Ask an Edelbrock engineer what the key development area of
their 351C head is over the factory head and they'll point
immediately to the improved combustion chamber. The photos
below indicate the more contoured chamber of the Edelbrock
head which improves flame propagation and quench. Again, the
60cc chamber volume was a key component in determining the
correct piston "dish" and resulting compression
ratio.

Factory 351C 2V, 351M, 400 combustion
chamber design. |
|

Edelbrock 351C Performer RPM
combustion chamber design. |
 (Back
From the Machine Shop and Initial Procedures) (Back
From the Machine Shop and Initial Procedures)
|